Programowanie w systemach CAD/CAM polega na bezpośrednim wykorzystaniu danych CAD do tworzenia programów sterujących NC. Zasadniczo są możliwe dwie koncepcje:
-
zintegrowany system CAD/CAM, w którym moduł NC wykorzystuje tę samą bazę danych i interfejs użytkownika, a przejmowanie danych odbywa się bezpośrednio,
-
pośrednie przejmowanie danych z systemu CAD. W tym przypadku generowanie danych w systemie programowania CAM jest dokonywane za pomocą programu specjalnego procesora lub z użyciem zapisu danych
w neutralnym formacie, np. IGES.
Przykładową strukturę interaktywnego programowania NC opartego na koncepcji wykorzystania bazy danych CAD rys. 4.19. Informacje sterujące dla obrabiarki CNC są tworzone w postaci pośredniego formatu neutralnego CLData, a funkcję dopasowania tych informacji do konkretnego systemu sterowania wykonują postprocesory.
Z powodu dużej liczby różnych systemów w niektórych dużych zakładach, użytkujących wiele obrabiarek NC i systemów ich programowania, rozważa się wykorzystanie programów stosowanych w dziale planowania produkcji i przystosowanie ich do potrzeb warsztatu. Wymaga to połączenia terminalu warsztatowego z centralnym ośrodkiem programowania. Programowanie może być zatem prowadzone w tym samym systemie, ale w innym miejscu. Podstawowym wymaganiem dla takiego rozwiązania jest funkcjonowanie bez wyodrębnionego języka programowania, wyposażenie w przyjazne interfejsy warsztatu z użytkownikiem i spełnienie zasadniczych kryteriów programowania SFP. Takie podejście umożliwia programowanie wszystkich obrabiarek w jednolity sposób. Rozwiązanie przyszłościowe o takich możliwościach, przedstawione schematycznie na rys. 4.20, nazwano CAD/WOP(SFP) (CAD/shop -floor program-ming) [3].
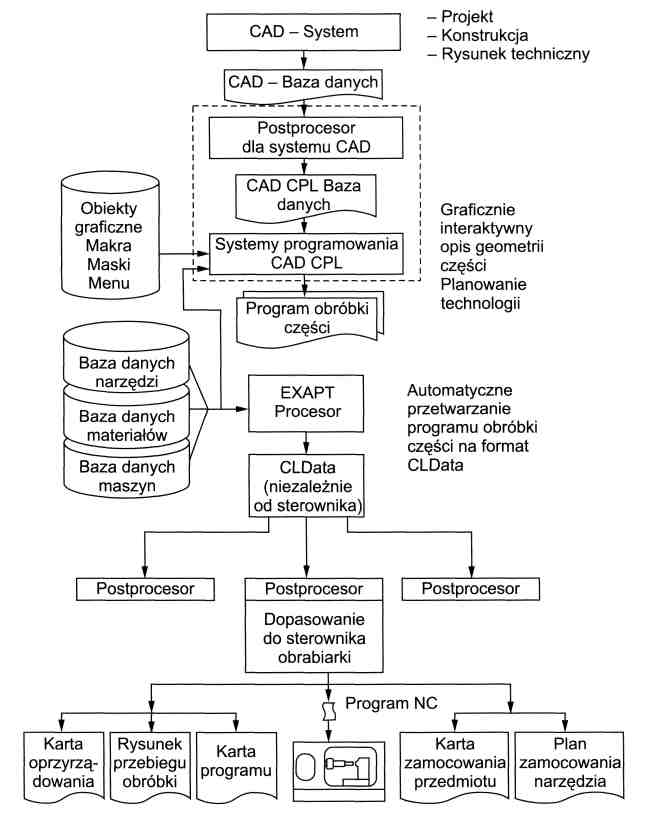
Zasada projektowania interaktywnego CAD/CAM [3].
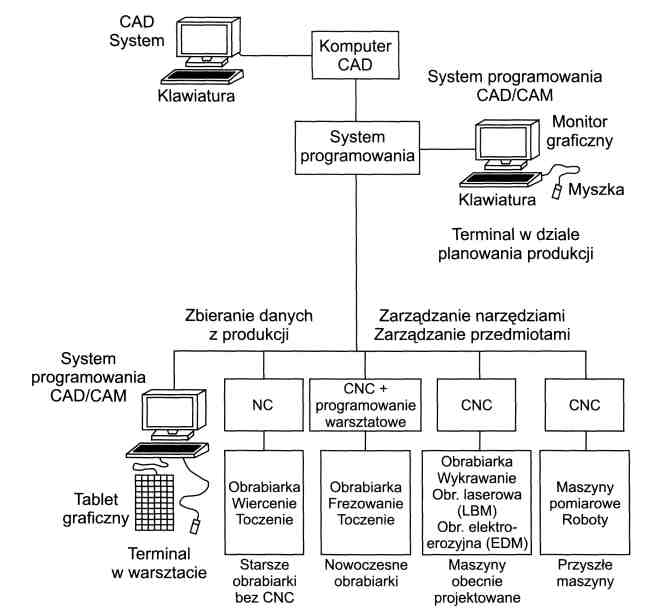
Schemat systemu CAD/WOP [3].
Połączenie programowania zorientowanego warsztatowo z uniwersalnym systemem programowania CAD spowoduje, że zadanie przygotowania programu NC będzie realizowane zarówno w warsztacie, jak i w dziale planowania produkcji. Dodatkowym wymaganiem jest zainstalowanie linii przesyłu danych z komputera do warsztatu, która może służyć także jako połączenie sieciowe do zbierania danych produkcyjnych. Uważa się, że następnym stopniem rozwoju będzie integracja systemów doradczych (eksperckich), które będą zdolne do automatycznego tworzenia planu procesu bez interwencji ręcznej, kiedy zostaną już wprowadzone dane geometryczne [3].