Podstawowa funkcja sterowania punktowego (rys. 3.4) jest pozycjonowanie narzędzia w ściśle określonym punkcie względem przedmiotu, przy czym nie ma znaczenia po jakim torze porusza się narzędzie. Nie jest również ważne z jaką prędkością porusza się narzędzie od jednego do drugiego punktu. Jednak ze względu na skrócenie czasu operacji oraz łatwość przewidywania bezkolizyjności przemieszczenia narzędzia wskazane jest ażeby ruch odbywał się z maksymalną prędkością i po linii prostej.
a)
|
b)
|
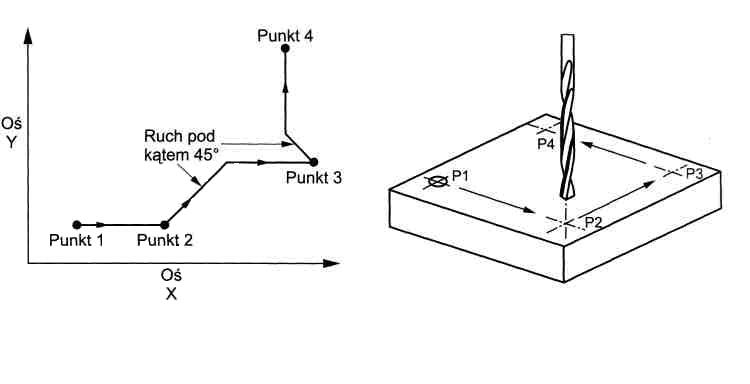
Przykład sterowania punktowego( pozycjonowania ). Przemieszczenie narzędzia (a) i obróbka (b) [3].
Dla uzyskania dokładnego położenia narzędzie powinno "najeżdżać" na punkt zawsze z tej samej strony. Z tego samego powodu ostatni odcinek drogi powinien odbywać się przy zwolnionym posuwie. Układ sterownia jest najprostszy i znajduje zastosowanie do sterowania np. wiertarek, wytaczarek, przebijarek czyli maszyn gdzie istotne jest dokładne pozycjonowanie narzędzia nad osią otworu.